


项目背景
宁波钢铁有限公司中央水站内与循环排污水混合处理达标后,直接排入大海,为了节约水资源,减少污染物的排放,积极响应国家对环保的要求,因此对宁波钢铁有限公司中央水站排水进行深度处理并回用。
进出水质
|
序号 |
项目名称 |
单位 |
进水水质 |
一级RO产水水质 |
生产消防水水质 |
超浓水排放水质 |
|
1 |
温度 |
℃ |
25~40 |
≤32 |
- |
- |
|
2 |
pH |
|
7.0~8.5 |
7.0~8.0 |
7.0~8.5 |
6.0~9.0 |
|
3 |
SS |
mg/l |
≤5 |
<0.5 |
- |
≤20 |
|
4 |
油 |
mg/l |
<2 |
<0.1 |
- |
≤1 |
|
5 |
总硬度 |
mg/l |
230~550 |
≤15 |
≤200 (钙硬度) |
- |
|
6 |
C1- |
mg/l |
273~500 |
≤20 |
≤200 |
- |
|
7 |
CODcr |
mg/l |
<30 |
- |
- |
≤30 |
|
8 |
氨氮 |
mg/l |
<10 |
- |
- |
≤5 |
|
10 |
电导率 |
μS/cm |
1400~2300 |
≤100 |
≤900 |
- |
|
11 |
总氮 |
mg/l |
≤20 |
- |
- |
≤15 |
|
12 |
总磷 |
mg/l |
≤1 |
- |
- |
≤0.5 |
超浓水排放水水质达到《钢铁工业水污染物排放标准》(GB13456-2012)表3要求。
解决方案
1、采用双膜法回收75%以上的废水作为企业回用水;
2、采用臭氧催化氧化与硝化-反硝化相结合的工艺,使反渗透浓水CODcr、氨氮、总氮等去除率达到80%以上;
3、处理后的反渗透浓水,采用纳滤系统,既能得到高回收率的合格生产消防用水,又能达到节能降耗的目的;
4、纳滤超浓水经MAP+芬顿氧化+臭氧催化氧化组合工艺处理后达标排放;
5、系统回收率达到95%以上。
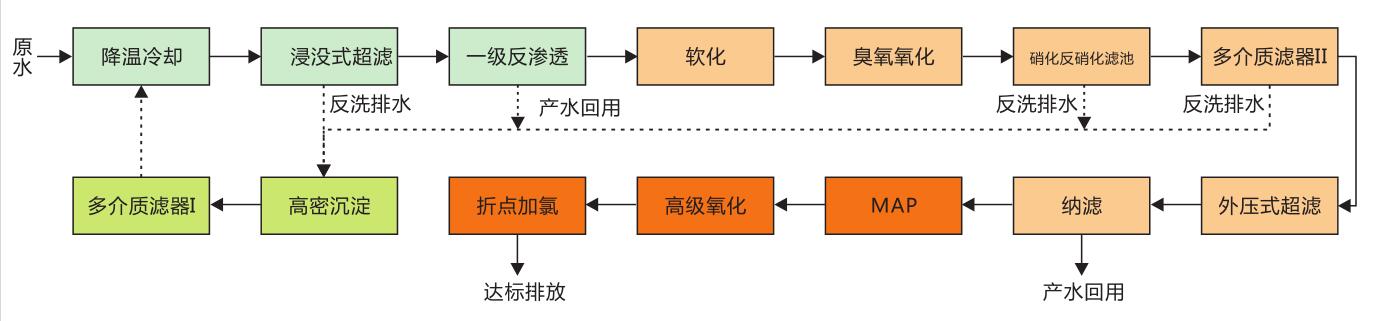
工艺流程
废水经浸没式超滤和反渗透系统处理后,产水回用,浓水经软化后,进入臭氧氧化和硝化-反硝化系统,降低水中CODcr、氨氮和总氮等污染物含量,出水经过滤后进入纳滤系统,纳滤产水作为企业消防用水,纳滤浓水再经过MAP和“芬顿+臭氧+BAC”的高级氧化组合工艺处理后,达到GB13456-2012表3排放标准。
过滤装置的反洗排水统一收集至集水池,经高密池絮凝沉淀再过滤后,回流至冷却塔产水池再处理。
系统合理设置多条可超越管路,可根据来水水质及企业用水要求调节工艺流程,在产水达标回用、浓水达标排放的前提下降低运行成本。
项目意义
天创环境为钢铁企业量身定制的废水处理及回用工艺,灵活切换、运行稳定、管理方便、运行成本低,同时达到节水和减排的目的。该项目的实施,每年节约用水700万吨,减排COD210吨、氨氮70吨,为钢铁企业的节水减排建立了很好的示范,具有很高的推广应用价值。
